

随着信息技术的高速发展,视觉检测技术已越来越成熟,应用领域已非常广泛。据了解,采用盈泰德科技研发的视觉检测技术进行工业缺陷检测具有非接触、高效、低成本、自动化程度高等优点,在缺陷检测和防止缺陷产品方面提供很大的价值。
视觉检测系统的应用优势
视觉检测通过一次拍摄可自动检测多种规格尺寸、角度、面积等数据,具有检测速度快、检测精度高等优势,同时数据可自动上传到生产执行系统,便于后续大数据分析和质量改善。应用图像分析和自动扫码识别技术等,根据视觉系统判别的结果来智能控制现场工件定位和设备动作,可提高生产线的柔性和自动化程度。
目前盈泰德科技研发的视觉检测系统除了应用在产品尺寸数据测量外,还可取代人工定位和装配作业。结合生产执行系统和工业控制软件,能快速完成零件的自动识别与柔性定位,实现全自动生产。例如,利用视觉检测系统检测图像中二维码,可快速识别工件的件号名称及规格,利用图像处理系统对加工零件孔的特征识别,按其相对位置来自动修正安装位置偏差,可消除零件加工误差带来的位置度偏移,实现生产装配线的柔性化和自动化。
视觉检测系统在电梯的应用
深圳某电梯公司已在日常钣金加工中推广应用视觉检测系统,结合电梯厅门、轿底、托架与上梁钣金生产线的自动化改造升级项目,将视觉检测系统融入到生产线自动作业检测环节,作为数冲与折弯工序的尺寸检测与分析,完全取代人工检测,如图
1所示。

图 1 折弯工序的尺寸检测与分析
SPC软件与视觉检测系统的集成
用 SPC软件与图像数据采集系统集成,完成加工数据采集、质量统计分析、数据报警监控。以
SPC质量分析软件为基础,将每一个检测数据导入到加工数据库内,SPC可自动对产品检测数据做统计与分析,展示数据分布图、运行控制图、差异统计表、工序加工能力指数,并对超出控制线的数据实时预警,对超差数据实施自动停机,达到控制和提高产品质量的目标,SPC电子看板如图2所示。

图 2 SPC电子看板
SPC质量分析软件将制程及产品中的大量数据转化为有价值的智能化信息,将西格玛方法论应用于生产的整个制程,让工厂的管理、技术及操作人员运用软件实施细化管理、精益操作,实时、详尽地了解生产状况,及时查找造成制程不稳定的特殊原因并采取措施加以消除,确保制造过程受控以及检测结果的准确性和可靠性。从根本上实现产品抽检模式到过程控制模式的改变,提前预测制程的可能变化,避免问题的发生。产品加工SPC控制如图
3所示。
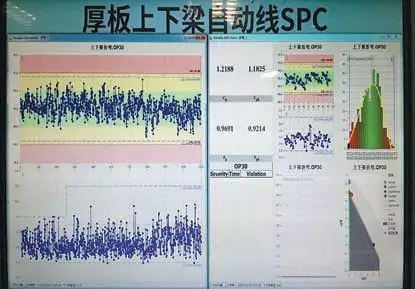
图 3 产品加工SPC控制
通过电子大屏幕实时反映生产过程波动状况,以透明的质量管理方式鞭策质量管理人员,及时查找并消除制程不稳定因素,同时将良好的受控质量状况直接展示给客户。
视觉检测系统在自动化改造中的应用
钣金零部件加工环节多,受设备加工精度、折弯系数、原材料材质、厚度变化、人工操作偏差等因素影响,产品在多道折弯工序后,尺寸公差变动相对较大。尤其是零件的累计误差波动更大,导致后续装配工序找不到合适的定位基准,无法实现产品的装配作业自动化。为解决装配定位误差大的难题,我们在产品自动在线检测经验的基础上,也开始尝试将视觉检测系统应用到产品的装配定位作业中。利用视觉检测系统快速、实时、准确、高效的优势,首先识别产品零件的特征和相对位置测量,将测量数据与理论尺寸做比较,计算出两者的偏差和修正量。然后用工控机控制产线机械手自动定位到实际产品装配坐标位置。
下面以图4所示电梯厅门部件的实际生产为例,介绍视觉检测系统在电梯厅门铆螺母生产中的自动化改造。从图4可以看出,厅门右侧有4颗M6铆接螺母需要装配,为保证拉铆螺母的铆接强度,铆接螺母与零件预冲孔的单边间隙要求不超过
0.05mm。
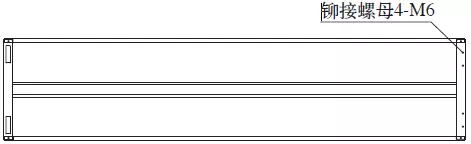
图 4 电梯厅门部件
厅门经过剪板、数冲和多道折弯工序加工后,在折弯边上的拉铆螺母预冲孔的累计误差比较大。经过实际批量检测,拉铆螺母的预冲孔位置度累计误差一般在
0.15mm以上。由于零件加工精度误差问题很难改善,在先前规划设计厅门自动化组装线时,考虑到铆接枪与工件干涉会引起产品返工报废,铆接螺母这道工序只能安排人工来操作。但在厅门自动装配线改造运行后,操作工人为了跟上自动流水线的生产节拍,只能一刻不停地连续进行铆螺母作业,由于劳动强度太大,人工不仅拖累整条线的正常生产节拍,而且作业环境不安全。所以厅门拉铆螺母工序改成自动作业模式刻不容缓。
我们的改进方案是增加辅助视觉检测系统,通过拍摄厅门图像获取拉铆孔特征位置信息,检测并计算拉铆孔位置尺寸和角度,让自动控制系统控制机械手和拉铆机枪头作动态位置修正,确保拉铆枪与预冲孔的中心位置重合,实现自动铆螺母作业。自动铆螺母装置如图
5所示。
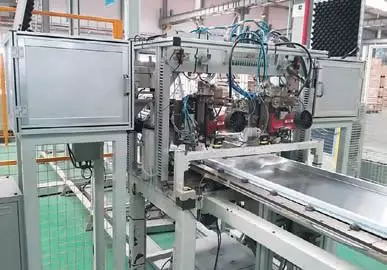
图5 自动铆螺母装置
自动铆螺母装置包括基座、输送装置、厅门定位夹紧装置、铆螺母枪以及驱动铆螺母枪三维运动的伺服驱动机构,还设有向铆螺母枪供给铆螺母的送料机构。
应用视觉检测系统后,好比给生产设备安了一双眼睛,让机器能自己看准厅门上预冲孔的位置,让其自主按产品装配位置实时变化,相应调整机械手位置消除变动误差,保证每一次动作,都能将铆螺母自动准确移动至实际厅门预冲孔正上方。铆螺母枪在拾取螺母后将其铆定在板件上,从而消除了零件尺寸累计误差导致的铆螺母卡死现象。
在厅门板件上铆螺母的首要作业内容:首要使用振筛器运送软管,将铆接螺母持续不断地向供料筒运送,然后机械手将铆接螺母从供料筒底部的出口,转移至铆螺母枪的枪头正下方,经过视觉和主动操控体系定位到厅门预冲孔上方,同时移动铆螺母枪并定位至同一条轴线上,铆螺母枪下移、拾取螺母后,将其铆定在厅门板件上,完结铆螺母作业。
动作过程:该设备使用时,当电梯的厅门板进入主动铆螺母设备的作业范围内后,触发光电感应设备,操控体系宣布指令操控夹紧设备将厅门定位到固定方位,视觉检测体系拍摄厅门定位图画,读取检测图画特征,利用图画处理体系转化为数据进行方位剖析,核算拉铆枪位移批改量并主动补偿,以消除零件加工差错造成的定位误差。本厅门设有左右两套的主动铆螺母体系,方位误差可分别检测、主动核算。主动操控履行体系依据误差批改值和方位数据,操控直线气缸和伺服体系驱动铆螺母枪准确定位至实践孔正上方。
铆螺母枪就位后,触发传感器,工控机操控直线气缸和摇摆气缸驱动气动手指下降和旋转,直至坐落收放机构的下方,收到传感器到位信号后,操控气动手指夹持铆螺母,工控机接收到传感器夹持结束的信号后,操控驱动气动手指下降和旋转,直至坐落铆螺母枪的下方,铆螺母枪拾取铆螺母后,气动手指打开后复位,铆螺母枪将铆螺母铆定在预订方位。
厅门主动铆螺母设备使用视觉主动识别和操控后,代替了曾经由人工来完结的作业,确保铆螺母的准确率,大大提高了出产功率和出产的主动化程度。
结语
随着“中国制造2025”持续推进,智能制造领域机遇与挑战并存,特别是视觉检测与自动控制技术综合应用前景广阔,通过视觉智能检测、分析、判断、推理,并和智能机器融合起来,持续应用到加工、装配和质量改善等环节,可实现生产设备高度柔性化和自主控制。盈泰德科技研发的机器视觉检测技术非常适合在钣金加工行业中应用,通过综合运用上述方法,作用非常明显,是一种较大提高生产效率和产品加工质量的先进制造技术。
 微信在线咨询
微信在线咨询