

机器视觉(Machine
Vision)作为光电技术应用的一个特定领域,目前已经发展成为一个备受瞩目的行业。随着工业4.0浪潮袭来,机器视觉会摆脱开始“辅助工具”的地位成为生产系统的“眼睛”与“大脑”。为此,盈泰德科技特别策划了本次专题,通过对机器视觉工作原理、场景应用及未来发展趋势的解读与呈现,希望为广大制造企业提供借鉴。
什么是机器视觉
机器视觉技术是计算机科学的一个重要分支,它涉及到计算机、图像处理、模式识别、人工智能、信号处理、光学、机械等多个领域,其目的就是给机器或者自动生产线添加一套视觉系统。机器视觉是采用机器代替人眼来做测量与判断,通过计算机摄取图像来模拟人的视觉功能,实现人眼视觉的延伸。

机器视觉系统构成
一个完整的工业机器视觉系统是由众多功能模块共同组成,一般由光学系统(光源、镜头、工业相机)、图像采集单元、图像处理单元、执行机构及人机界面等模块组成,所有功能模块相辅相成,缺一不可。好的机器视觉系统能够为制造业提供更多有利于提高产品质量和生产效率的硬件支持。
 机器视觉工作原理
机器视觉工作原理
机器视觉的目的是给机器或自动生产线添加一套视觉系统,用机器视觉系统 代替人眼来做测量和判断。
通过机器视觉产品(即工业相机)将待检测目标转换成图像信号,传送给图像处理分析系统,得到被摄目标的形态信息,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场设备的动作。
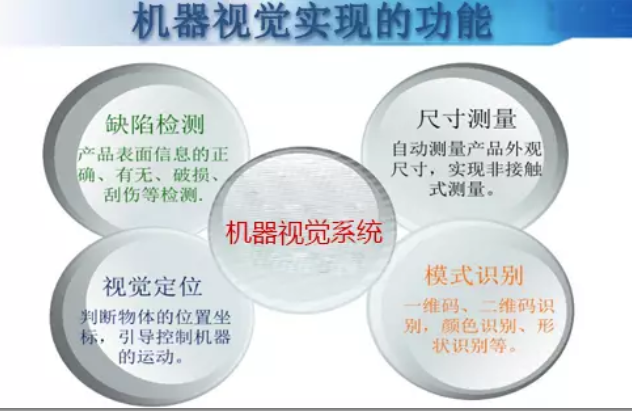
机器视觉系统功能优势
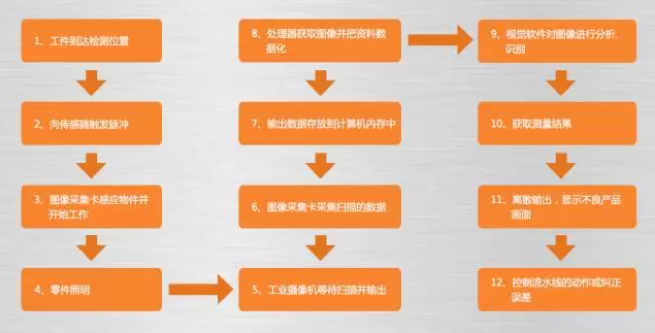
机器视觉系统工作流程
工件到达检测位置→ 向传感器触发脉冲→ 图像采集卡感应物件并开始工作→ 零件照明→工业摄像机等待扫描并输出→
图像采集卡将数字图像存放到计算机内存中→处理器获取图像并把资料数据化→ 视觉软件对图像进行分析、识别→ 获取测量结果→
离散输出,显示不良产品画面→控制流水线的动作或纠正误差。
从上述的工作流程可以看出,机器视觉系统是一种比较复杂的系统,因为大多数系统的监控对象都是运动物体,系统与运动物体的匹配和协调动作尤为重要,这些给系统各部分的动作时间和处理速度带来了严格的要求。
在一些应用领域,例如机器人、飞行物制导等,整个系统或者系统的一些部件的重量、体积和耗电量都会有严格的要求。所以说,机器视觉是图像处理系统中较复杂的系统,需要在开发和设计中投入更多的精力。
机器视觉系统的优势
在工业生产的过程中,机器视觉相对于人眼识别体现了较大优势。机器视觉具有自动化、客观、非接触和高精度等特点。特别是在工业生产领域,机器视觉强调生产的精度和速度,以及工业现场环境下的可靠性与安全性,在重复和机械性的工作中具有较大的应用价值。

准确性——由于人眼有物理条件的限制,在准确性上机器有明显的优点。即使人眼依靠放大镜或显微镜来检测产品,机器仍然会更加准确,因为它的精度能够达到千分之一英寸。特别是检测生产线上高速运动的物体时,机器视觉更具优势。
重复性——机器可以以相同的方法一次一次的完成检测工作而不会感到疲倦。与此相反,人眼每次检测产品时都会有细微的不同,即使产品时完全相同的。
客观性——人眼检测还有一个致命的缺陷,就是情绪带来的主观性,检测结果会随工人心情的好坏产生变化,而机器没有喜怒哀乐,检测的结果自然非常可观可靠。
效率高——机器视觉系统可以快速获取大量信息,实现更为快速的产品检测,同时也易于加工过程中的信息集成,尤其是在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。
成本低——由于机器比人快,一台自动检测机器能够承担多人的任务。而且机器不需要停顿、能够连续工作,所以能够较大的提高生产效率从而降低生产成本。
机器视觉典型应用场景:
生产车间组装
机器人在机器视觉技术的作用下,可以准确地按照视觉技术使机械手臂拥有3D视觉能力,可以靠视觉导引、定位,成为夹取物件的要件。除了视觉定位,手眼力协调机器人的关键技术还有矩阵的感测器,可以协助机器人知道抓取的位置与力量大小。

电子焊接制造
在焊线技术中,因为芯片维度的缩小,需要较强大的影像放大功能。在此环境中,高质量的成像镜头系统须满足特殊的需求。由于机器视觉工具的操作模式、可靠度及视觉算法的高准确度,从而很好地解决了芯片焊接过程中的诸多问题。

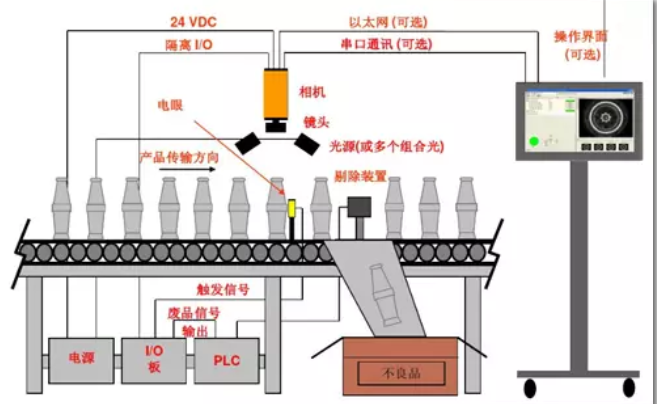
空瓶检测
机器视觉空瓶检测系统主要由相机、镜头、光源、图像采集卡、PC平台和控制单元等六部分组成,各个部分之间相互配合,完成对酒瓶的质量检测和剔除。

汽车零部件装配
汽车零部件具有品质要求高、批量大、形状各异的特点,每一个零件都涉及到整车的质量,故其测量的尺寸多,精度要求高,需要根据不同的零部件特征与类型进行逐一测量。目前大部分汽车制造商,已使用机器视觉系统取代了普通的三坐标测量机。

产品自动化分拣
自动化分拣是工业生产、特别是产品批量生产中的环节之一。工业生产中需要根据产品特性及其生产/出厂质量要求进行分拣,它可以代替人工进行货物的分类、搬运和装卸工作,提高生产和工作效率,从而实现自动化、智能化、无人化。

药品质量检测
机器视觉在医疗领域的应用已经从传统的药品包装、药瓶、标签等视觉检测到目前对生物芯片的检测,放射科的X放射等,通过引入机器视觉系统,完成对图像信息的采集、存储、管理、处理及传输等功能。

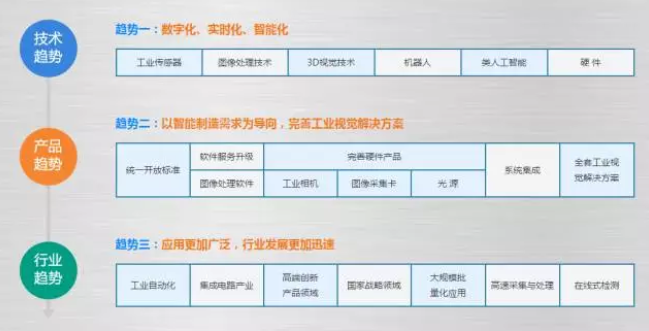
机器视觉未来发展趋势
 微信在线咨询
微信在线咨询