

计算机视觉是指图像采集和处理的自动化,重点是图像分析。换句话说,CV的目标不仅仅是看到,而且是在观察的基础上处理和提供有用的结果。机器视觉是指计算机视觉在工业环境中的应用,使之成为计算机视觉的一个子范畴。视觉检测图像识别技术从那时起就被一般用例分成了不同的类别。下面我们来了解一下,计算机视觉在工业环境中的应用。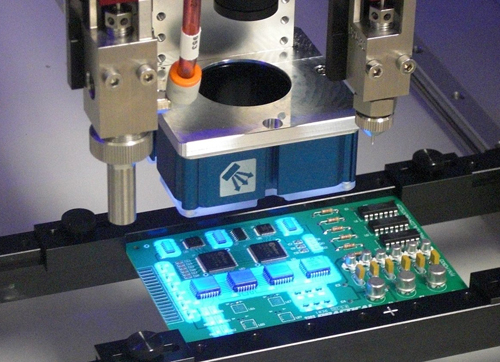
双管齐下,计算机视觉机器视觉利用图像采集和分析来完成速度快、精度高的任务,人眼无法与之相匹配。考虑到这一点,用它们的共同点来描述这些密切相关的技术可能会更有成效,根据它们的具体用例而不是它们的差异来区分它们。
计算机视觉和机器视觉系统共享大多数相同的组件和要求:
1、一种包含图像传感器和透镜的成像装置
可以使用图像采集卡或帧采集器(在一些使用现代接口的数码相机中,不需要帧抓取器)。
2、适当的照明
通过计算机或内部系统处理图像的软件,例如在许多“智能”相机中。
计算机视觉发展
随着时代的进步,计算机视觉在许多行业中扮演着越来越重要的角色。在数字营销方面,公司开始使用图像识别技术来推动更好的广告投放和商业成果。由于CV技术的准确性和效率不断提高,营销人员现在可以绕过传统的人口学研究(考虑到数据隐私方面的问题),快速而准确地梳理数百万张在线图像。然后,他们可以把有针对性的营销放在正确的背景下,只需一小段时间,人类就能达到同样的效果。
此外,近期的一项研究表明,59%的使用计算机视觉的营销机构使用它来在线检测不安全的品牌内容。没有什么比在一篇关于大肠杆菌爆发的文章旁边找到你的客户提供手工肉制品递送服务的广告更好的了,对吗?在2019年消费电子峰会(CES)上展示的其他流行的CV用例包括范围广泛的自动驾驶汽车应用、安全保障等。
机器视觉与智能工厂
视觉识别产品缺陷和流程低效等问题的能力对于制造商限制成本和提高客户满意度至关重要。自90年代以来,机器视觉系统已安装在世界各地的数千家工厂,用于自动化许多基本的质量保证和效率功能。随着数据共享能力的增强和创新云技术对数据准确性的提高,mv驱动系统在制造业中的使用开始加速。
2017年在北美,机器视觉和机器人系统及部件的销售额创下历史新高,金融交易同比增长14.6%,达到26.33亿美元。制造商们正在意识到,机器视觉系统是实现围绕质量、成本和速度的目标所必需的投资。如果您对视觉检测方面感兴趣,我们十分欢迎您通过联系方式,来咨询我们或者留言。
 微信在线咨询
微信在线咨询